
Premier Gold Project
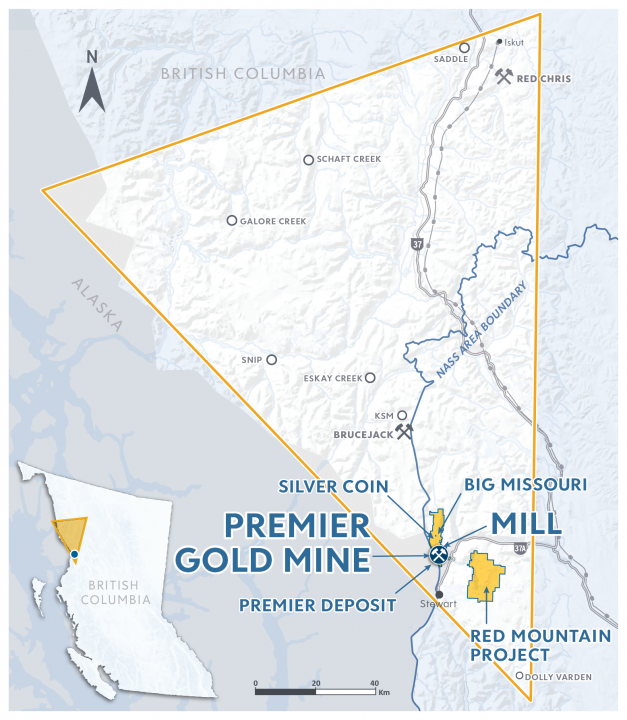
The Premier Gold Project (“PGP”) is located 25 kilometres from the town of Stewart, on Nisga'a Nation Treaty Lands, in the prolific Golden Triangle of northwestern British Columbia. Stewart is situated at the end of the Portland Canal across the border from Alaska and has excellent infrastructure, including a paved highway to major transportation routes, a deep-water port (ice free in the winter), a concentrate load facility and extensive hydro power facilities for supporting mining and mineral exploration activities.
Project News and Updates
July 3, 2024 – Ascot Reports Second Quarter 2024 Production Results and Provides Commissioning Update
May 13, 2024 – Ascot Reports First Quarter 2024 Results
April 22, 2024 – Ascot Pours First Gold During Commissioning at the Premier Gold Project
April 8, 2024 – Ascot Commences Ore Processing at the Premier Gold Project
March 26, 2024 – Ascot Reports 2023 Annual Results
February 20, 2024 – Ascot Provides Construction Update on the Premier Gold Project
January 22, 2024 – Ascot Arranges C$25 Million Bought Deal Financing and US$50 Million Additional Funding for Completion and Ramp-Up of the Premier Gold Project
November 9, 2023 – Ascot Reports Third Quarter 2023 Results and Provides Construction Update on the Premier Gold Project
August 14, 2023 – Ascot Reports Second Quarter 2023 Results and Provides Construction Update on the Premier Gold Project
May 15, 2023 – Ascot Reports First Quarter 2023 Results and Provides Construction Update on the Premier Gold Project
December 12, 2022 – Ascot Arranges C$200 Million Financing Package For Construction Of The Premier Gold Project
October 17, 2022 – Ascot Achieves Positive Grade Reconciliation From Underground Development Sampling Program At The Big Missouri Deposit
June 23, 2022 – Ascot Provides Update on Project Development, Financing, and Exploration
April 4, 2022 – Ascot Provides Update On Premier Gold Project Financing And Development Plans
January 25, 2022 – Ascot Provides Update on Premier Gold Project Progress to Date and Plans for 2022
December 7, 2021 – Ascot Receives Mines Act Permit for the Premier Gold Project and Provides Project Development Update
November 8, 2021 – Ascot Reports Third Quarter 2021 Financial Results and Provides Update on Permitting and Pre-Development at Premier
September 8, 2021 – Ascot Announces Delivery Of Ball And Sag Mills And Significant Progress On The Early Works Program At Premier
July 19, 2021 – Ascot Resources and Nisga’a Nation Sign Updated Benefits Agreement for the Premier Gold and Red Mountain Gold Projects
March 18, 2021 – Update on Permitting, Engineering & Exploration of the Premier Gold Project
February 4, 2021 – Ascot Submits the Premier Permit Amendment Application
December 10, 2020 – Ascot Secures US$105 Million Construction Finance Package For Premier Gold Project
October 15, 2020 – Ascot Places Order for the SAG and Ball Mills
April 15, 2020 – Ascot Reports Robust Feasibility Study with After-Tax IRR of 51%
March 31, 2020 – Ascot Updates Status of Feasibility Study
January 15, 2020 – Ascot Increases Indicated Resources at Premier Gold Project by 60%
2020 Resource Estimate
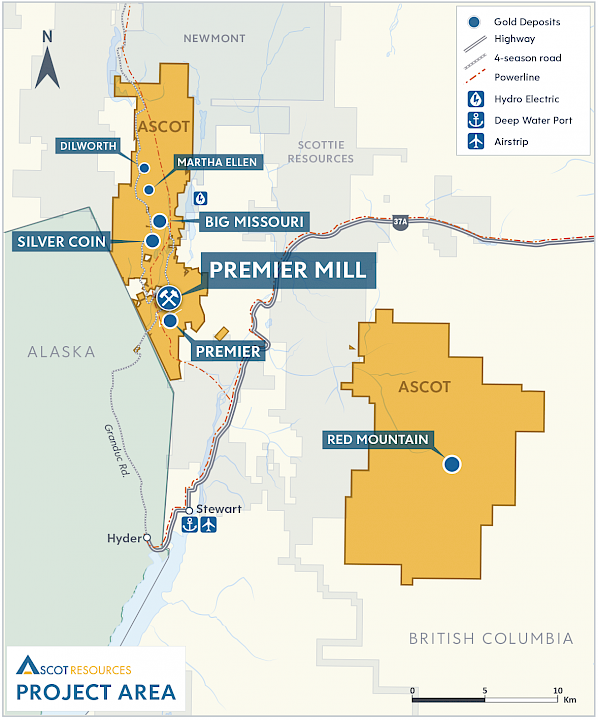
PGP comprises a land position of 8,133 hectares with three key deposits and a number of exploration targets. The key deposits are Premier, Silver Coin and Big Missouri, which all had historical mining activities and underground access. In addition, to the north are two smaller resource areas known as Martha Ellen and Dilworth.
In August of 2019, the Company engaged Ms. Sue Bird, P.Eng. of Bird Resource Consulting Corp. (“BRCC”), an independent “qualified person” (as defined in NI 43-101) to prepare an updated Mineral Resource estimate for the Premier Gold Project. The estimate incorporated the drill results from the 2019 field season and required an update to the modeled mineralized zones and the modelling methodology for Premier, Big Missouri and Silver Coin to accommodate the results from the new drill holes in these three areas.
Mineral Resources at PGP reported at a 3.5g/t AuEq cut-off (effective date of December 12, 2019)
| Class | Deposit | In situ Tonnes 000's |
Average In situ Grades |
Contained oz (000's) |
|||||
| Au g/t | Ag g/t | AuEq g/t | Au | Ag | AuEq | ||||
| Indicated | Premier | 1,298 | 8.46 | 64.2 | 8.90 | 353 | 2,680 | 372 | |
| Big Missouri | 1,116 | 8.36 | 16.9 | 8.48 | 300 | 607 | 304 | ||
| Silver Coin | 1,597 | 7.61 | 23.0 | 7.77 | 390 | 1,181 | 399 | ||
| Martha Ellen | 130 | 5.47 | 48.0 | 5.80 | 23 | 201 | 24 | ||
| Total Indicated | All Above | 4,141 | 8.01 | 35.1 | 8.25 | 1,066 | 4,669 | 1,099 | |
| Inferred | Premier | 1,753 | 6.72 | 39.8 | 7.00 | 379 | 2,243 | 394 | |
| Big Missouri | 1,897 | 8.34 | 14.7 | 8.44 | 508 | 896 | 515 | ||
| Silver Coin | 523 | 7.03 | 23.2 | 7.19 | 118 | 390 | 121 | ||
| Martha Ellen | 653 | 6.12 | 34.3 | 6.36 | 129 | 720 | 134 | ||
| Dilworth | 235 | 6.13 | 56.0 | 6.51 | 46 | 424 | 49 | ||
| Total Inferred | All Above | 5,061 | 7.25 | 28.7 | 7.45 | 1,180 | 4,673 | 1,213 | |
Notes for above:
- Mineral Resources are estimated at a cut-off grade of 3.5 g/t AuEq based on metal prices of US$1,300/oz Au and US$20/oz Ag.
- The AuEq values were calculated using US$1,300/oz Au, US$20/oz Ag, a silver metallurgical recovery of 45.2%, and the following equation: AuEq(g/t) = Au(g/t) + 45.2% x Ag(g/t) x 20 / 1,300
- A mean bulk density of 2.84 t/m3 is used for Premier and of 2.80 t/m3 for all other deposit areas
- A minimum mining width of 2.5 m true thickness is required in order to be classified as Resource material
- Numbers may not add due to rounding.
2020 Feasibility Study
In May 2020 Ascot filed a Feasibility Study (the “Study”) prepared in accordance with a National Instrument 43-101 Technical Report (“NI 43-101”) for its 100% owned Premier and Red Mountain gold projects (the "Project") located in the Golden Triangle near Stewart, British Columbia, Canada. The Study outlines a low capital restart plan to feed the Premier mill at 2,500 tonnes per day (“tpd”) to produce approximately 1.1 million ounces (“Moz”) of gold and 3.0Moz of silver over eight years.
Feasibility Study Highlights:
Base case assumptions are using a US$1400/oz gold price, $17/oz silver price and CAD to US exchange rate of 0.76. All values shown in Canadian dollars unless otherwise noted. Some figures may not add due to rounding
- Base case Pre-Tax Net Present Value (“NPV”) NPV5% of $516M, internal rate of return (“IRR”) IRR of 62%;
- Base case After-tax NPV5% of $341M and IRR 51%, and after-tax payback period of 1.8 years;
- Assuming a spot gold price of US$1710 per ounce and spot CAD to US exchange rate of 0.71, the project economics increase to an After-tax NPV5% of $602M and IRR 78%;
- The base case utilizes Proven and Probable Reserves of 6.2Mt at 5.9g/t gold and 19.7g/t silver; this includes the impact of the mining dilution and excludes all resources outside of planned stopes
- Low initial capital expenditure of $147M, including a 9% contingency, and 22% indirect costs;
- Life of Mine (“LOM”) payable production of 1.1Moz of gold and 3.0Moz of silver with peak production of 180 thousand gold equivalent ounces;
- LOM operating costs (“C1”)* of $145 per tonne processed or US$642 per payable ounce produced and LOM all in sustaining costs (“AISC”)* of $174 per tonne processed or US$769 per payable ounce produced.
* C1 and AISC are Non-GAAP and IFRS measure see note 1 of Table 1
Feasibility Overview
The Premier Gold Project (“PGP”) is located 25 kilometres (“km”) north of the town of Stewart, British Columbia, adjacent to the border with Alaska in the famous gold mining district known as the Golden Triangle. The PGP can be accessed by road from Stewart and does not require a remote campsite for employees. Three of the deposits are based at PGP and the fourth deposit is located at the Red Mountain Project (“RMP”), situated approximately 23km to the southeast of the PGP mill. PGP requires amendments to the Mines Act and Environmental Management Act permits and is a brownfield site; it does not require an Environmental Assessment. RMP has federal ministerial approval and provincial environmental assessment certificates, but will require multiple permits and potential amendments, including a Mines Act permit and an Environmental Management Act permit.
The Study is based on four underground mining operations feeding a centralized 2500 tpd processing facility, located at PGP. The four mining operations known as Silver Coin, Big Missouri, Premier and Red Mountain will be sequenced over an 8-year period to initially produce 1.1 Moz. of gold and 3.0 Moz. of silver. PGP benefits from existing road access, historical mining, milling, the nearby Long Lake Hydro power plant, tailings and mine waste stockpile infrastructure resulting in a low initial capital refurbishment cost. Mining will commence from the Silver Coin and Big Missouri deposits, which will be followed by the Red Mountain deposit in year 3 and then the Premier deposit. In the four planned operations, access for production will be through both new and existing adits (side hill portal access) utilizing a combination of new ramp development and refurbishment of existing underground infrastructure. Mining methods will largely consist of low-cost long hole stoping for most of the ore, with limited use of inclined undercut long hole, room & pillar and cut & fill mining methods in specific shallow or flat lying stopes. Ore will be trucked to the processing facility and mining waste will be used underground as a combination of rockfill and cemented rockfill.
The existing processing facility will be refurbished within a construction period of approximately 40 weeks. The process plant will utilize conventional crushing, grinding and gravity circuits followed by a standard carbon-in-leach (“CIL”) process to produce a gold doré. The plant refurbishment will consist of a combination of existing, new and repaired equipment and supporting plant infrastructure. Prior to ore from RMP being treated, the plant will add an energy efficient fine grinding mill and an additional pre-leach thickener to accommodate processing of the harder ore feed and the finer grind required for recovery purposes.
PGP has an existing tailings storage facility and water treatment plant, and is adjacent to the Long Lake Hydro power plant, which currently supplies Pretium’s Brucejack Mine and connects to the BC Hydro grid. Currently, the site receives power via a 25-kiloVolt power line from the town of Stewart. This arrangement would be modified with a new substation to be constructed adjacent to the processing plant that would receive power from the Long Lake power plant approximately 800 metres south of the processing plant. Power would be distributed to the site from this substation. The Study has two key enhancements to the existing infrastructure: the tailings dam would be successively raised using centreline lifts throughout the mine life with approximately 1.2 million cubic metres (“m3“) of non-acid generating rock excavated from a nearby quarry; and the water treatment plant would be modified to nearly double the existing capacity to accommodate additional water treatment from the Big Missouri and Silver Coin operations, and would also include an ammonia treatment plant, a water clarifier and lime high density sludge system.
Table 1: Life of Mine Summary
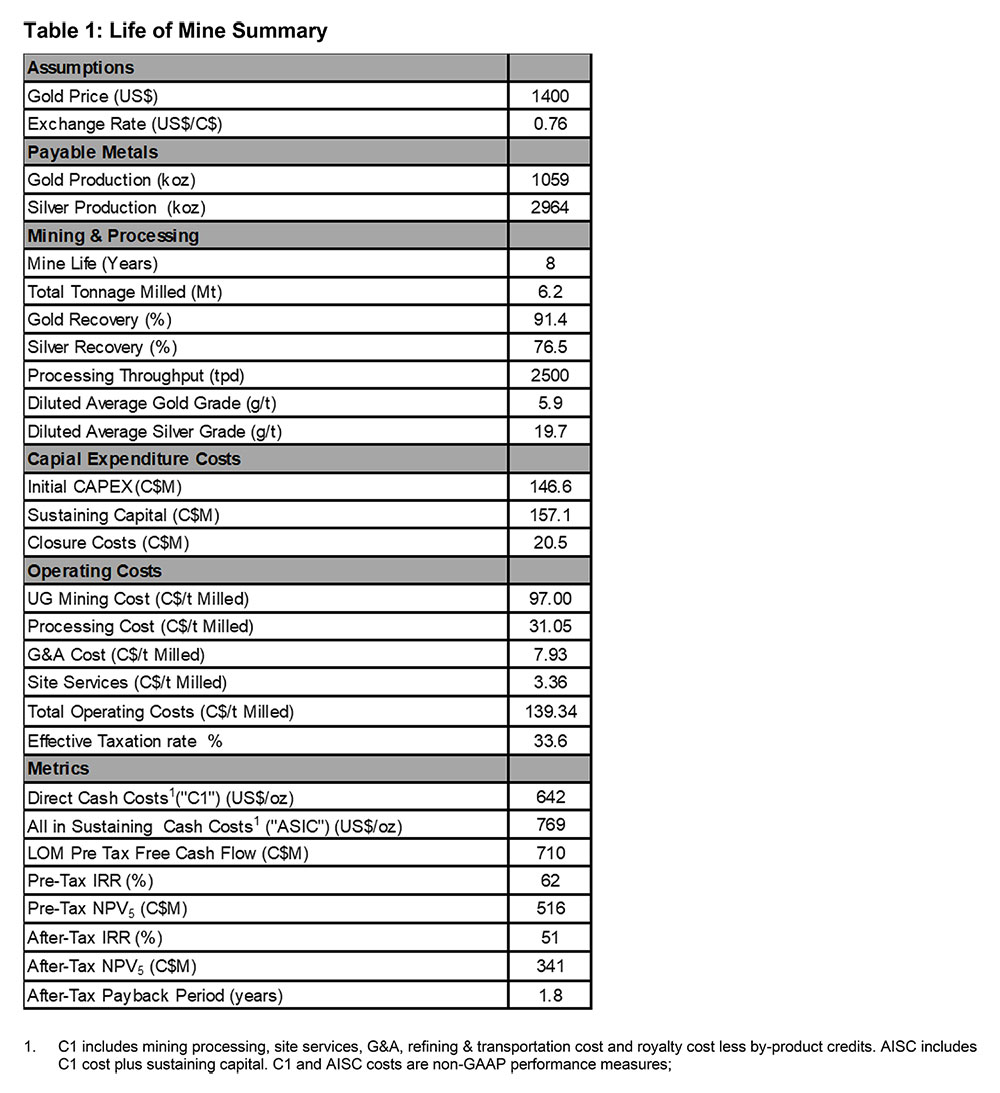
- C1 includes mining processing, site services, G&A, refining & transportation cost and royalty cost less by-product credits. AISC includes C1 cost plus sustaining capital. C1 and AISC costs are non-GAAP performance measures;
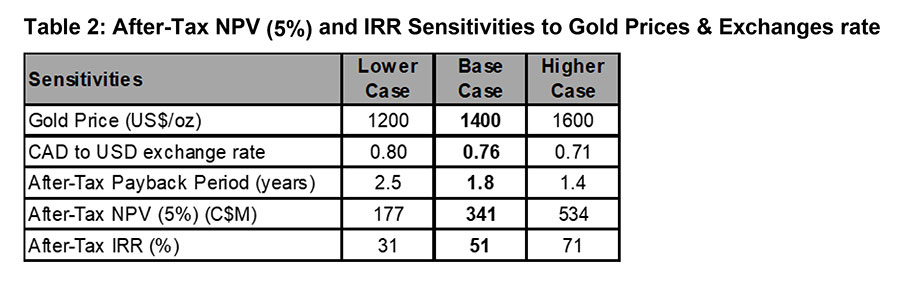
Sensitivities
After-tax economic sensitivities are presented in Table 2 illustrating the effects of varying precious metals prices and exchange rates to LOM base-case. Additional project sensitivities will be presented in the Technical Report.
Table 2: After-Tax NPV (5%) and IRR Sensitivities to Gold Prices & Exchanges rate
Mining and Mineral Reserves
The mineral resources were determined using conservative cut-off grade estimates and incorporating mining thicknesses into wireframing and converted to reserves, by applying mining economics to the resources, including allowing for recovery and dilution underground. As part of the mine planning exercise, the indicated mineral resource was run through the Deswik Stope Optimizer and evaluated under a number of different mining methods.
The Study’s mine plan generally utilizes a combination of three mining methods: longhole (64%), inclined undercut longhole (14%), and room & pillar (12%), with minor amounts of cut and fill (2%) and development ore (8%) to extract the mineral reserves. A particular mining method was chosen based on an economic assessment of each method for a given geometry and geotechnical characteristics depending on its location in the deposit. The stope shapes and mine access development were individually modelled and evaluated to form the final mineable reserve. Mining dilution occurs at various rates depending on the mining method and ground conditions based on rock quality in geotechnical domains in the block model. Dilution comes in from a number of sources: planned dilution is material taken within the bounds of a stope layout while unplanned material comes from the hanging wall and footwall outside the stope boundary. Dilution generally ranges from 10 to 40%. In some cases where two wireframes are very close together, the waste parting between the wireframes was taken provided that it was economically justified. The over-arching philosophy was to maximize the extraction of resource ounces at the lowest cost per ounce.
Initial mining commences at Silver Coin (1.794Mt) and Big Missouri (0.809Mt), followed by RMP (2.545Mt) and Premier (1.028Mt). This sequencing allows mobile mining equipment and some fixed assets (electrical and ventilation) to most effectively be remobilized and re-used at different deposits as dictated by mine schedules. The Study assumes a lease to own cost for the mobile mining equipment, which primarily consists of the following key pieces of equipment: 2 scissor lifts,3 jumbo drills, 5 haul trucks, 5 load-haul-dump machines, 15 ventilation fans, and several other smaller supporting pieces of equipment.
The mineral reserve figures are shown below in table 3. The QP for the mineral reserve estimation work for the Project is the independent* consultant Frank Palkovits, P.Eng.
* Independent ‘qualified persons’ within the meaning of NI 43-101
Table 3: PGP Mineral Reserve Statement

Notes for Table 5: CIM Definition Standards were followed for classification of Mineral Reserves
- A mean bulk density of 2.85 t/m3 is used for Premier and of 2.80 t/m3 for all other deposit areas
- The AuEq values were calculated using US$1,400/oz Au and a US$17/oz Ag and the following equation: AuEq(g/t) = Au(g/t)+ Ag(g/t) x 17 / 1,400
- The following CoG based on AuEq grade were used to estimate the economic potential of the stopes: Longhole = 2.85 g/t, Inclined undercut Longhole = 3.44 g/t, cut and fill = 3.44 g/t, room & pillar = 3.82 g/t and development = 2.85 g/t
Metallurgical & Processing Overview
An overview schematic of the processing facilities, with both existing infrastructure (in blue) and new construction (in yellow) is shown below:
Figure 1: Premier Plant Area

During 2019, an engineering assessment was conducted by CGT Industrial on the existing processing facility to establish its working condition and provide the basis for the recently completed Study.
The existing plant arrangement is suitable for a semi autogenous grinding (“SAG”) and ball milling flowsheet followed by the refurbished carbon-in-leach circuit. Over the mine life, the plant will operate 365 days a year to produce gold doré with an overall plant availability of 92% and an average throughput of 2,500 tpd. In the latter part of year three, ore from RMP will be introduced to the existing mill facility.
Ore will be fed from either one of the PGP or the RMP stockpiles using a campaigning methodology. Ore from PGP will be primary crushed, stockpiled and fed into the existing SAG and Ball Milling arrangement to be ground to a particle size (“P80”) of 80 microns (“µm”). An integrated gravity circuit will remove coarse gold for cyanidation in the intensive leach reactor (“ILR”) with the remainder to be cyanide leached in a conventional CIL circuit. Gold will be recovered on carbon, eluted and then electro-won to produce a silver/gold doré. Gold recovered from the ILR will be electro-won separately to produce a separate gold doré.
Leached tails will be detoxified in an Air and Sulphur Dioxide cyanide destruction circuit, then thickened and pumped to a tailings storage facility (“TSF”). Raw water required for fresh water make-up is pumped to the plant from Cascade Creek whilst process water is recovered from the TSF decant water, which will be used for grinding and utility water.
For the processing of the RMP ores, the initial circuit flow sheet will be adapted in the latter part of year two of production. Gravity recoverable gold is absent from the RMP ore; therefore, the gravity circuit will be bypassed whilst processing this ore. The RMP gold and silver recovery is sensitive to grind size, and as such a P80 target of 25µm is required to optimize precious metals recoveries in the leaching circuit. In order to achieve the targeted fine grind, a tertiary/fine stirred mill will be installed in the plant. The grinding circuit product will require thickening prior to introduction to the CIL circuit. Based on the current and historical test work, a 27-meter diameter pre-leach thickener will be required for this application. When PGP ores are campaigned, the fine grinding circuit will be bypassed. Estimated gold and silver recoveries used for the design of the processing facilities are shown in Table 4 below.
Table 4: Recovery by Deposit

History of the Property
The Premier underground mine opened in 1918 and was the largest gold mine in North America until its closure in 1952 producing 2 million ounces of gold and 45 million ounces of silver.
In 1938, Consolidated Mining and Smelting Company, (later known as “Cominco”) opened the Big Missouri mine, located 4 miles north of the Premier mine. The mine operated until 1941, when wartime economic pressure caused the mine to shut down.
In 1981 Westmin Resources owned the property, and after undertaking a drill program started operations on the old Silback - Premier property in 1989. A mill was built and open pit mining and an underground mining operation began in March of 1989. Westmin entered into a joint venture with Tenejon in 1991 and began its underground operation at Premier once again, until April 1996. The mill could process up to 2,850 tons per day. The process flowsheet incorporated a carbon in leach (CIL) circuit for gold and silver extraction, followed by zinc cementation of the precious metals and smelting of a doré product. Reported recoveries were 91% for gold and 45% for silver. The Premier open pit mine operated until 1996 producing approximately 260,000 ounces of gold and 5.1 million ounces of silver. Boliden Ltd purchased the mine from Westmin in 1998 and the mine was declared closed in 2001. Boliden completed the waste dump reclamation, constructed the tailings dam spill way, installed the water treatment plant and water monitoring facilities.
